New Product Development involves various stages like Conceptualization, Initial CAD Modeling, GD&T, Prototyping, Form and Fit Validation and Final Approval for Production. 3D Printing technologies offer the best possible prototypes that suit each stage in the development and testing process.
Role of FDM Printing
Concept generation is carried out to explore various geometrical possibilities of the product. This has been the beginning step for the consumer product industry which to a good extent is driven by first look impression. Examples could be a new form of packaging for a cosmetic container that attracts the shelf on a retail store or a new form of a table that enhances working conditions in an office or a new form of a wall clock that is designed for a special customer and the list goes on. And no matter how many conceptual sketches are made on paper and digital renderings are made using computer software, it is always better to have a physical prototype that gives a feel for the form and look. Fused Deposition Modelling (FDM) is the perfect technology to make a number of prototypes in a short period of time at low cost. Painting after post-printing offers an opportunity not only to evaluate the shape but also various colors for the product.
Role of SLS Printing
After visually validating the design the next phase is the detailed design where additional design and manufacturing constraints are looked at. In the cosmetic container example, the body is split into 2 halves that form the 2 sides of the mold. The lip and grove design for the container needs to be tested. In the wall clock example, the fitment of the watch hand driving unit and the external body of the clock need to be validated. For evaluating and validating the functional aspect of these designs Selective Laser Sintering (SLS) method of 3D printing is the best as it can product thin walled objects (as low as 0.8 mm) and also does not need any supports as the powder supports the over hanged areas.
Role of SLA Printing
Next stage is the pilot production process. Parts printed in Stereo lithography process (SLA) Rigid resin can be used as injection mold inserts that can withstand up to 1000 injection shot cycles thus reducing the mold machining costs and time. SLA can also be used as a master Pattern for vacuum casting to produce the pilot batch of the parts.
Case Study
We conducted a trial case study on how various 3D printing technologies can be used for design validation.
Initial Design 1
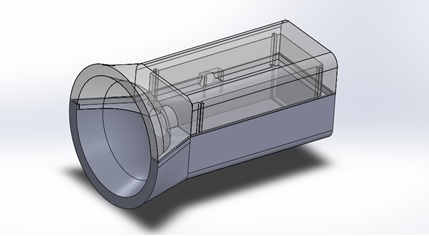
This is an initial concept that is developed in Solid Works. It has 2 Halves that form the body and has pockets for Battery Contacts, LED and Button Switch. Dimensional constraints of the real size were not applied.
Design Iteration 2
This time the standard dimensions of the internal components were gathered online. LED has a standard diameter of 5 mm and AA sized batteries have a length of 49-51 mm and a diameter of 13.5 to 14.5 mm. Hence a revised design is made and prototyped using FDM. This design looked better and dimensions of the produced part were within +/- 0.2 mm tolerance.
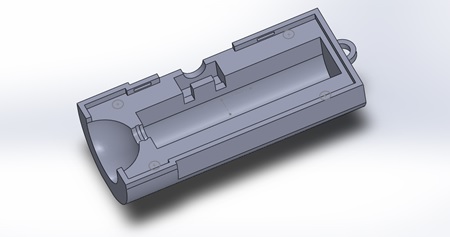

FDM printed parts
Design Iteration 3
This time we tried to incorporate the wiring aspect for the parts and created channels for the wires to be connected.
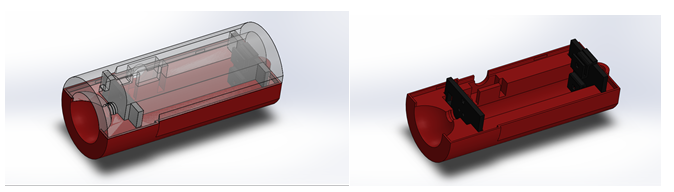
New Design in Solidworks
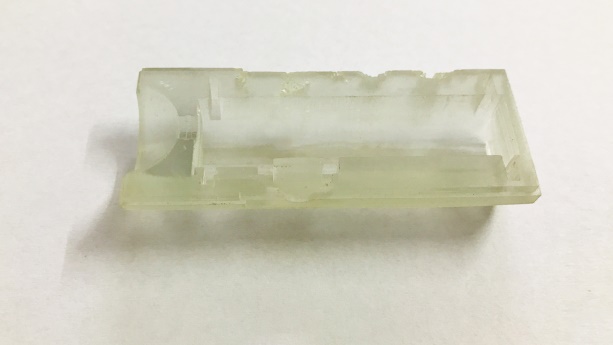
Part printed in clear resin (SLA printer)
Finally we printed the parts in Nylon (PA2200) using SLS printing technology. SLS printing allows for printing end use parts hence even if SLS printed parts are slightly more costly than FDM and SLA they are worth it.

Finally we printed the parts in Nylon (PA2200) using SLS printing technology. SLS printing allows for printing end use parts hence even if SLS printed parts are slightly more costly than FDM and SLA they are worth it. Please watch this video case study below.
Comparison Chart of Various Parameters between FDM, SLA, and SLS
|
Technology |
FDM |
SLA |
SLS |
|
Layer Height |
0.1 to 0.3 mm Layer Height |
0.05 to 0.1 mm layer height |
0.1 mm layer height |
|
Material Type |
Plastic Filaments |
UV Resins |
Polymer Powders |
|
Materials |
PLA, ABS, PETG, PC etc. |
Clear, Tough, Flexible, Dental and Jewelry grade |
Polyamide PA 2200 powder |
|
Tensile Strength |
Depends 45 to 65 MPa (XY) 25 to 45 MPa (Z) |
Depends 35 to 65MPa (XY) 35 to 65MPa (XZ) |
48 MPa (XY) 42 MPa (Z) |
|
Behavior |
Anisotropic |
Isotropic |
Isotropic |
|
Supports |
Need Supports for Overhangs |
Need Supports for Overhangs |
No need for any supports |
|
Cost |
₹₹₹ |
₹₹₹₹₹ |
₹₹₹₹₹ |
|
Tolerance |
Tolerance +/- 0.3 mm |
Tolerance +/- 0.1 mm |
Tolerance +/- 0.3 mm |
|
Minimum Wall Thickness |
1.5 mm |
1.5 mm |
1 mm |
|
Minimum Hole Diameter |
2 mm |
2 mm |
2.5 mm |
|
Surface Finish |
Ra 25 to 50 micrometers |
Ra 2 to 5 micrometers |
Ra 10 to 15 micrometers |
|
Applications |
Best for Fast and Cheap Prototypes. Validation of Visual Design |
Best for Dimensionally Accurate Models like Master Patterns, Dentistry and Jewelry, Character Modelling
|
Best for End Use Part Validations before Injection Molding
|
More about FDM can be read from here – https://www.think3d.in/what-is-fused-deposition-modelling/
More about Stereolithography can be read from here – https://www.think3d.in/what-is-stereolithography-sla/
Reach out to us for understanding what we can offer for your project specific needs and we recommend you the best and suitable technology to launch your product.
© Copyright 2014 – 24 THINK3D. All rights reserved